
Sand Preparation & Regeneration Systems
Efficient, precise, and fully integrated sand processing solutions for modern foundries. From mixing to transport and reclamation.
Cold-cure sand moulding for large, complex, high-quality castings. Axmann designs, builds, installs and commissions the entire line, continuous mixers, mould handling, pouring, shakeout and sand reclamation.
No-Bake Technology, also called chemically bonded sand casting, is a room-temperature moulding process where liquid binder and catalyst mixed with silica sand cure into a rigid mould without heat or ovens. The result: dimensional accuracy that rivals permanent-mould processes, geometric freedom beyond green sand, and virtually unlimited casting size. From precision parts to 50-tonne machine bases, No-Bake scales without compromise.
Unlike green-sand systems, the mould itself carries no residual moisture and no thermal distortion during setup, delivering cleaner surfaces, tighter tolerances, and fewer defects. Combined with continuous sand reclamation, the process is both high-quality and economically closed-loop: over 90% of moulding sand returns to the line after each pour.
A continuous, engineered flow from raw sand to finished casting, every stage designed and integrated by Axmann.
Silica sand is metered from silos, dried, and temperature-controlled, the foundation for consistent, repeatable binder reaction.
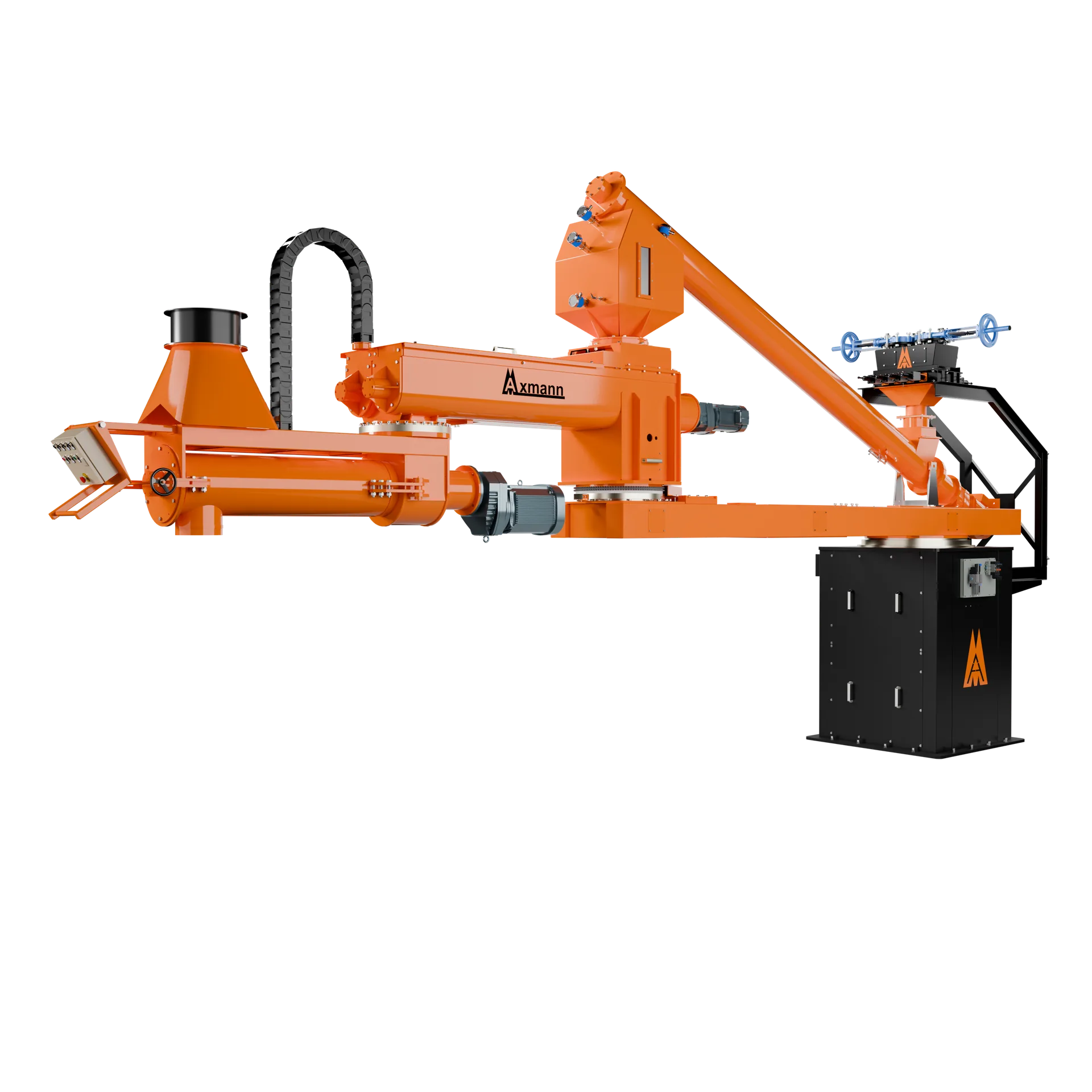
In-line single- or twin-shaft arm mixers inject liquid binder (furan, phenolic urethane, or alkaline phenolic) and catalyst directly into the sand stream.
Activated sand flows around the pattern and is compacted in the flask. Work starts before the chemistry ends, no waiting on ovens.
The binder hardens in minutes to hours at room temperature, no combustion, no heat input, no thermal distortion.
The cured mould half is stripped from the pattern; cores are set; cope and drag are closed and clamped for pouring.
Molten metal is delivered into the clamped mould at controlled temperature and flow; the casting solidifies and cools on a conveyor loop.
Used sand is broken off the casting and mechanically and thermally reclaimed, returned to the storage silos to close the loop at 90%+ reuse.
One supplier. One integrated line. One point of accountability, from concept through commissioning to decades of reliable operation.



From kilograms to tens of tonnes. The defining advantage over green sand, no upper ceiling on mould weight or geometry.
No moisture, no flask distortion, no thermal drift during cure, tolerances rival permanent-mould work without the tooling cost.
Furan, phenolic urethane, or alkaline phenolic, chosen per casting alloy, emissions target, and cycle-time need.
Ambient cure eliminates mould-temperature variation, fewer gas defects, cleaner surfaces, higher first-pass yield.
90%+ sand reclamation, lower new-sand input, lower disposal cost, lower carbon per tonne of good castings.
Single-shift jobbing foundry or 24/7 series line, the same equipment family scales up without reinventing the process.
Wherever large castings, geometric freedom, and dimensional accuracy matter.
Axmann engineers every stage of the casting line. These systems connect seamlessly with the product above, build your full foundry as one integrated solution.
Efficient, precise, and fully integrated sand processing solutions for modern foundries. From mixing to transport and reclamation.

High-precision mould and core production systems designed for consistent quality and maximum efficiency.

From concept to commissioning, fully integrated solutions tailored to your entire production process.
Every No-Bake line is different. Casting size, binder chemistry, reclamation strategy, automation level, factory layout, Axmann engineers all of it around your specific production targets and emissions goals.
Talk to our engineers. We'll turn your requirements into a complete, commissioned production line.
Tell us about your casting needs, target volumes, and site conditions. Our engineers will respond with a tailored solution, typically within one business day.
Looking for a different machine?
View All Products